3Dプリンタ用金属粉末AMDAPTMシリーズ
- SLM方式の3Dプリンタ用金属粉末
造形時のひずみを低減したプラスチック金型用ステンレス粉末LTXTM420
SLM方式の3Dプリンタによる造形時に発生するひずみを低減。
特別な処理をすることなく大型品の造形が可能です。
特徴
- ガスアトマイズで製造された球状で流動性の良い粉末です。
- 広くプラスチック金型に用いられるSUS420J2系を3Dプリンタ用に改良した粉末です。
- 特別な処理をすることなく120℃の予熱で、大型品の造形が可能です。
- SUS420J2系金型材料と同等の焼入れ焼戻し性能で、53HRCを得ることができます。
- 耐食性はSUS420J2系金型材料と同等です。
- 造形欠陥に起因したピンホール発生が不可避なため高鏡面用途の使用は注意が必要です。
主な応用例
- 耐食性、耐摩耗性が必要なプラスチック金型
代表組成と使用硬さ
| AMDAPTMシリーズ | 鋼材相当鋼種 | 代表的な組成(mass%) | 使用硬さ範囲(HRC) | |||
| C | Ni | Cr | V | 200℃焼戻し:53HRC | ||
| LTXTM420 | SUS420J2系ステンレス鋼 | 0.27 | 1.5 | 13 | 0.1 | 700℃焼きなまし:32HRC |
AMDAP,LTXは大同特殊鋼の商標または登録商標です。
金型製造の流れ
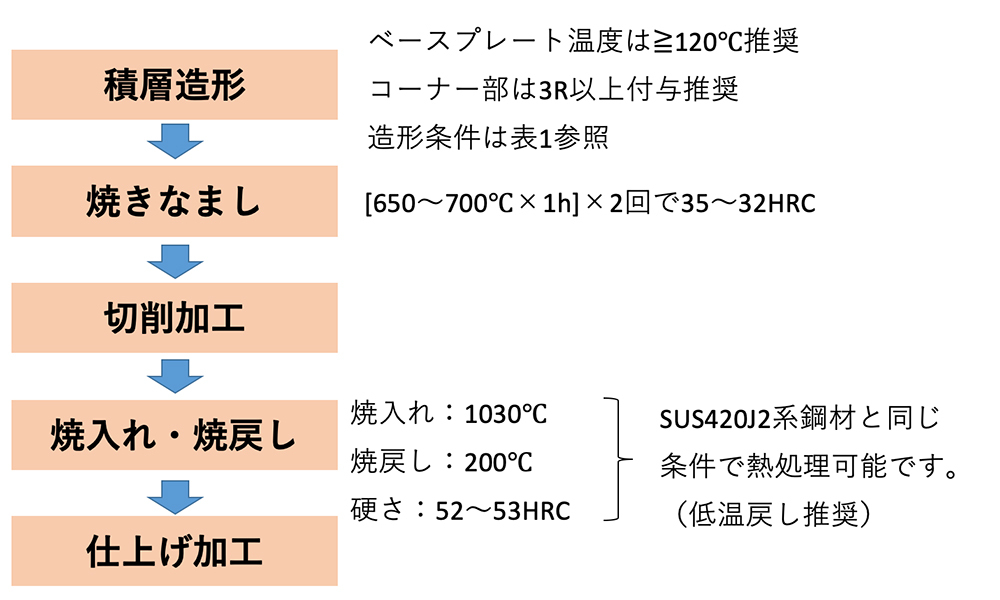
図1. LTXTM420による金型製造の流れ
| 部位 | レーザー出力(W) | レーザースポット径(μm) | スキャン速度(mm/s) | ハッチング幅(mm) | 積層厚さ(μm) |
| 内部 | 375 | 180 | 750 | 0.13 | 50 |
| 輪郭部 | 150 | 100 | 350 | ― | 50 |
*1表1の条件はコンセプトレーザー社M2を用いて確立した造形条件です。
他の設備では条件適正化の参考データとしてご使用ください。
造形条件についてのご相談は弊社粉末営業部までお問合せください。
熱処理特性
700℃,2回焼きなましでSUS420J2系鋼材納入状態の硬度が得られます。
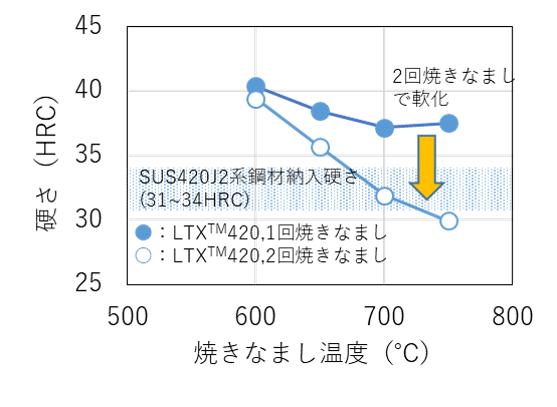
図2. 造形後の焼きなまし温度と硬さの関係
焼入れ焼戻し特性はSUS420J2系鋼材と同等です。
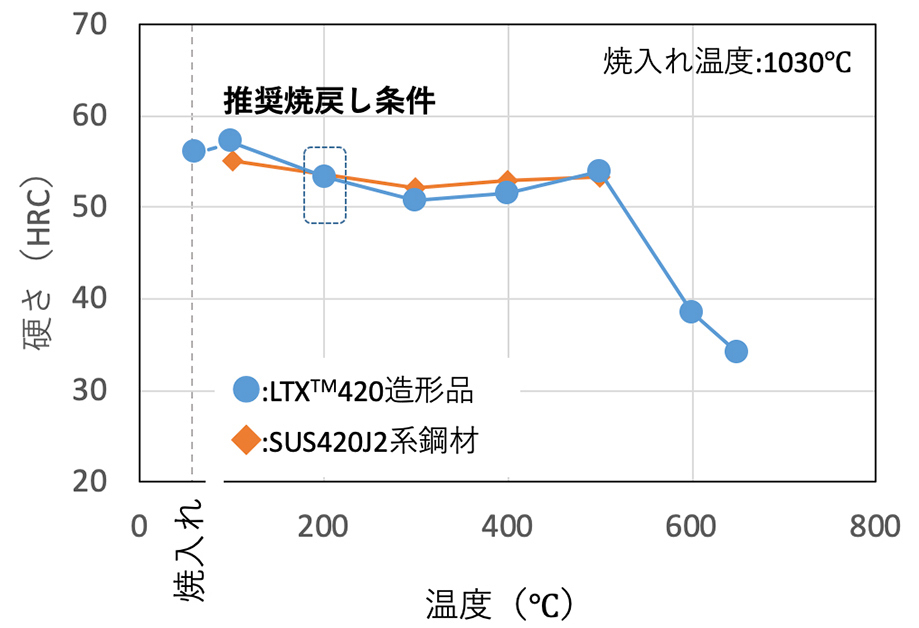
図3. 焼戻し性能曲線
機械的性質
鋼材に比べて耐力が低くなる傾向にあります。
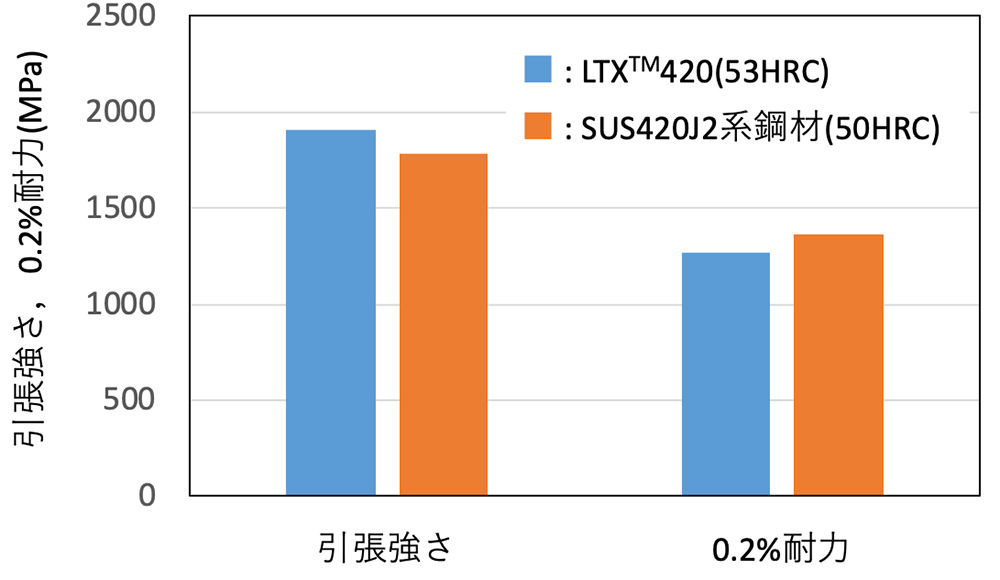
図4. 引張特性の比較
衝撃値は同等以上です。
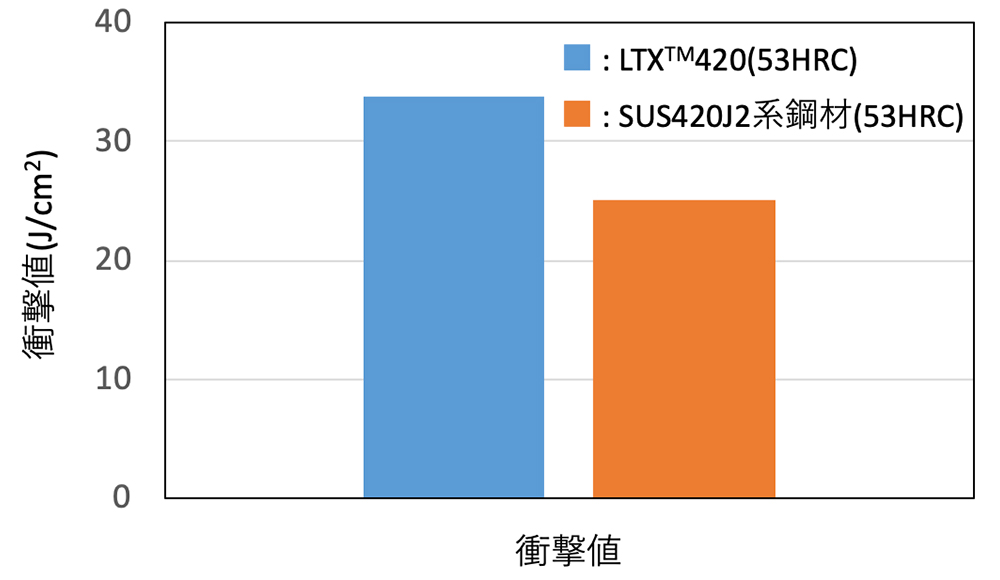
図5. 衝撃値の比較
耐食性
SUS420J2系鋼材と同等の耐食性を有します。

図6. 湿潤試験による耐食性比較
(温度:50℃,湿度:90%,保持時間:48h)
熱伝導率
熱伝導率はSUS420J2系鋼材と同等です。
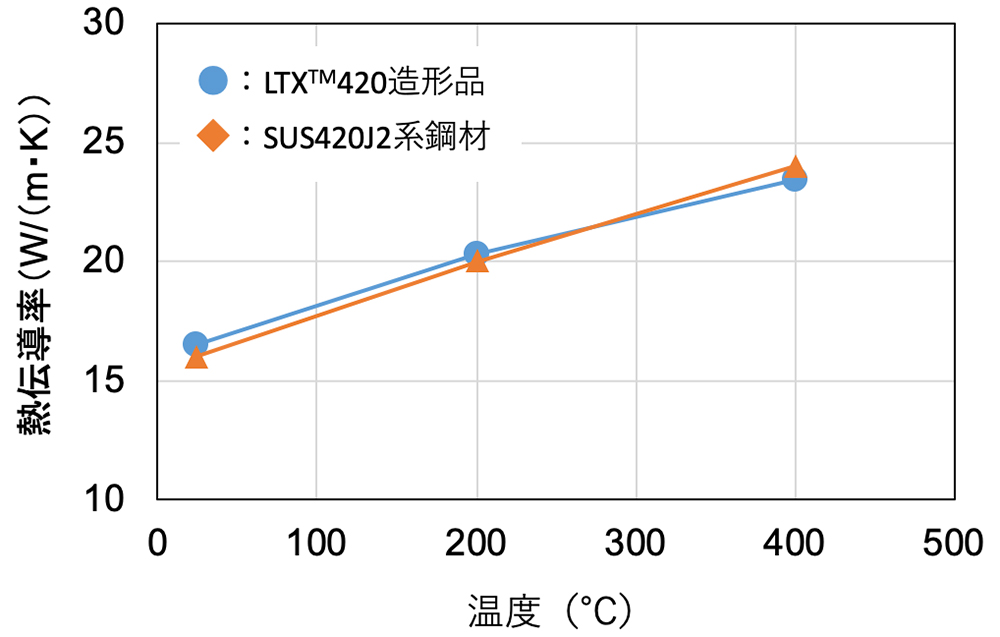
図7.低温焼戻し材の熱伝導率比較
造形例

図8. 模擬型造形例(ベースプレート温度120℃)
関連資料ダウンロード
AMDAP,LTXは大同特殊鋼の商標または登録商標です。